Makîneyên şilkirinê bi gelemperî di pîşesaziya hilberîna metalê de têne bikar anîn. Çalakiya şilkirinê ya ku xuya ye hêsan di rastiyê de gelek hîleyan vedihewîne, ji gavên verastkirinê yên valahiyê heya teknîkên verastkirinê yên ji bo materyalên cihêreng, û tewra jî hilbijartina lûleyan. Bi qalîteya qutkirinê ve girêdayî, ya jêrîn dê naveroka têkildar a verastkirina valahiya tîrêjê bi hûrgulî ji gelek aliyan ve bide nasîn.
Tekera desta verastkirina valahiya tîrê: (makîneya birrîna tîrêjê ya hîdrolîk)

Veguheztina elektrîkî ya paqijkirina devê tîrê (makîneya şilkirina giyotîn a hîdrolîk)

Paqijkirina tîrêjê ya mêşên cûda
Makîneya qutkirina tîrêjê bi mekanîzmayek verastkirina valahiya tîrê ya bilez ve tête stendine, ku dikare valahiya tîrê ya ku ji bo birrîna li gorî stûrbûn û materyalên cihêreng ên plakê xweş e sererast bike, û ji bo hilbijartina referansê bi tabloyek pîvanê ya rastîn ve hatî saz kirin, û birrîna têrker digire. kalîte di nav valahiya tîrêjê ya maqûl de. Gava ku stûna amûrê dizivire, dê goşeya rijandinê û valahiya birînê ya mêşên tîrêjê hejandinê biguhere.
Rêbernameya sê-xalî bipejirîne, bi hêza berbi berika ber bi bihara papilionaceous ve, tîrêjê birrîn bi du lîstokên paşîn re zexm di têkiliyê de dimîne. Dema birrîn, pergal dê li gorî hewcedariyên pelên cihêreng valahiya keviya kêrê bi elektrîkî rast bike da ku kalîteya birrîna çêtir bistîne.

Cûdahiya di verastkirina valahiyê de
Makîneya şûştina tîrêjê xwedan fonksiyonê ye ku bi destan valahiya tîrêjê rast bike, tenê destikê bizivirîne. Mêjûyên giyotîn xwedî fonksiyona elektrîkî verastkirina valahiya tîrê ye, ku dikare bi navgîniya pergalê re hêsantir û rasttir were sererast kirin, ku ji bo bidestxistina qalîteya qutkirinê çêtir sûdmend e.

| Pêngavên verastkirina valahiya blade |
| 1. Tenga jêrîn jê bikin û perçe perçe paqij bikin |
| 2. Pîrek dikare li her çar aliyan were bikar anîn, û aliyek hilbijartî hişk tê saz kirin. Û di rêwerzên horizontî û vertîkal de rastbûna pêlê kontrol bikin. |
| 3. Çira jorîn sabît e û nayê verast kirin. Em bi eyarkirina tîrêja jêrîn valahiya lûleya şûştinê rast dikin. |
| 4. Pîrên çep û rastê yên lûleya jêrîn bibînin da ku zelaliyê zêde bikin, bi gelemperî li aliyê herî derveyî. |
| 5. Li milê çepê û rastê yê lûleya jêrîn du pêlên mîhengê bibînin ku tiliya jêrîn dikişînin da ku valahiyê teng bikin. Li ser wan gwîzên paşgir ên girtî hene. Bi gelemperî, di hundurê de. |
| 6. Çar pêlên çepê û rastê yên tabloya berika jêrîn vekin |
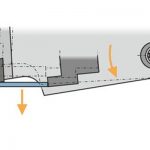
| 7. Tîpa jorîn bi zivirandina destan berbi pozîsyona rast tê xwarê, û operator diçe qada valakirina makîneya şilkirinê da ku dest bi sererastkirinê bike. |
| 8. Pîvanek hestê bikar bînin ku bi qasê 0,5 mm ji beşa bêserûber a berikên jorîn û jêrîn ên destê çepê rast bikin. |
| 9. Zivirîna bi destan dihêle ku pel berbi pozîsyona navîn ve biçe û bi qasî 0,5 mm eyar bike. |
| 10. Zivirîna bi destan dihêle ku lepik ber bi cîhê rast ve biçe ku kêrên jorîn û jêrîn lê neyên veqetandin. Helwesta navîn bi qasî 0,5 mm tê verast kirin. |
| 11. Bi destan tilikê jorîn bizivirînin cîhê rast û dest bi sererastkirina xweş bikin. |
| 12. Pîvana hîskerê bikar bînin da ku cîhê ku pêlên jorîn û jêrîn ên destê çepê lê nexeyînin heta ku sê têlên pîvana hîskirinê nikaribin bikevin nav pênc têlan baş bikin. |
| 13. Bi destan tîrê bizivirînin pozîsyona navîn û dest bi sererastkirina xweş bikin heya ku pîvana hîskar bikeve sê têlan û pênc têl nikaribin têkevinê. |
| 14. Bi destan tîrê bizivirînin cihê ku kêrên jorîn û jêrîn li milê rastê veneqetin û dest bi verastkirina xweş bikin heya ku pîvana hîskar bikeve sê têlan û pênc têl nikaribin têkevinê. |
| 15. Dema ku devê birrîna makîneya şûştinê tûj be, heke li ser keviya pelê qutkirî qermîçok hebin, valahiya di navbera pêlên jorîn û jêrîn de bi guncan dikare were kêm kirin. |
Pirsgirêkên hevpar û jêhatîbûna sererastkirina kêrê
Pîvanên metal ên ku herî zêde têne dîtin ev in:
1. Pelên stûr ji 13mm.
2. 0.2 ~ 4mm plakaya tenik.
3. Lijneya kulîlk.
4. Peldanka tansiyona bilind (bi gelemperî di çarşefa otomobîlê de tê bikar anîn).
5. plakaya titanium
Pirsgirêka tîrêjê ya herî gelemperî çîpkirin an qutbûna amûrê ye. Di bersiva van pirsgirêkan de, divê em pêşî valahiya di navbera tiliyên jorîn û jêrîn de diyar bikin.
Zehmetiyên verastkirinê yên blades
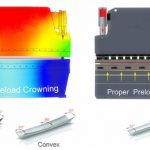
Dema ku tîrêjê eyar bikin, divê hûn valahiya bi qasî 2 ~ 3 mm ji qalindahiya plakê stûrtir saz bikin. Ango gava ku hûn dixwazin lewheyek 5 mm qalind bibirrin, divê hûn ji 7 mm an 8 mm dest bi eyarkirinê bikin, û hêdî hêdî wê sererast bikin, dema ku hûn jêbirin Rûyê birrîna plakê 1/3 rûbera ronî nîşan dide û 2/ 3 rûbera mat, ku bandora birrîna çêtirîn bi dest dixe. Agahiyên berfireh wiha ne:


Sazkirina valahiyê dema qutkirina tabloya qalibê xapînok e, û pêdivî ye ku ew li şûna ku rasterast stûrahiya panelê were bikar anîn, ji stûrahiya herî stûr a ku ji xala herî binavkirî ya panelê tê hesibandin were sererast kirin. Di heman demê de, qutkirina aliyê konveksî yê nimûneyê ber bi jêr ve dikare jiyana amûrê dirêj bike.
Wekî din, pêdivî ye ku materyalê plakê were hesibandin, nemaze dema ku polayê zengarnegir dibire. Amûra birrîn divê tûj, berxwedêr û hişk be. Ji ber vê yekê, pêdivî ye ku pişka makîneya şilkirina hîdrolîk were nîqaş kirin. Ji bilî goşeya qeraxa kêrê û dîzam û rastbûna xuyangê ya din, materyalê hilbijartî faktorek bingehîn e ku bandorê li kalîteya amûrê dike.
Berhemên Têkildar
 Cûdahiya Di Navbera Makîneya Parzûna Guillotine û Makîneya Parzûna Swing Beam de
Cûdahiya Di Navbera Makîneya Parzûna Guillotine û Makîneya Parzûna Swing Beam de- Operasyon û Maintenance of CNC Sheet Metal Brake
- Meriv çawa Makîneya Parzûna Guillotine dixebitîne
- Danasîna Makîneya Pevçûn û Parzûna Hevbeş
- QC12 Guillotine Shear Hydraulic Metal Sheet Machine Cutting
- Tamîrkirina Xetên Hevbeş ên Makîneya Parzûna Hîdraulîk û Parastina Sîstema Circuita Neftê
- Xeletiyên Hevbeş û Rêbaza Çareserkirina Pirsgirêkan ji bo Çapemeniya Hîdraulîk a Çar-stûnan
- Makîneya birrîna pola ya zengarnegir a Hîdrolîk Guillotîn Metal Plate Plate
- Meriv Meriv Çawa Tezmînata Hilweşînê Ji bo CNC Sheet Metal Bender çêdike
- QC11Y Hidraulîk Guillotine Machine Parzûna