Ji ber bargiraniya giran, rûnkirina bêkêmasî ya perçeyên tevgerê, û hawîrdora xebatê ya tevlihev a makîneya şûştinê ya frena çapê, pir hêsan e ku bibe sedema ku perçeyên tevgerê cil û berg bibin. Ev gotar dê têkçûnên mekanîkî yên hevpar û domandina makîneyên qutkirina çapa hîdrolîk analîz bike:
Xeletî 1. Ji bo xala guheztina leza sliderê dema sekinandina dirêj
1-1. Xala jorîn a silindirê hewayê dimije, û zext ji bo demek dirêj çêdibe (lûleya xweya xwemalî diherike).
1-2. Rêjeya herikîna valahiya dagirtina an lûleya xwe-serbiçûk piçûk e, an leza hilkişînê pir zû ye, ku dibe sedema kişandina derziyê.
1-3. Valveya dagirtinê bi tevahî negirtî ye, û zexta di valahiya jorîn de hêdî dibe.
1-4. Piştî ku valahiya hêdî tê enerjî kirin, valahiya dagirtinê bigire û valahiya jorîn nikare rûnê bimije.
1-5. Helwesta xelet a valahiya rêjeyî dibe sedema vebûnên cihêreng û ji hevdemkirinê.
1-6. Leza dakêşana bilez kêm bikin da ku hûn bibînin ka ceribandin disekine.
1-7. Mezinahiya zexta bilez bandorek li ser girtina valahiya dagirtinê dike, û zexta bilez ji holê radibe.
1-8. Berî pêşdebirina xebatê, di qonaxa derengiyê de pîvanên zextê rast bikin.
1-9. Kula şilkirinê ya xeta kontrolkirina valahiya dagirtina pir piçûk e, ku cûdahiyek zextê çêdike.
1-10. Parametreyên pergala CNC (dereng berî hêdîbûnê).
1-11. Parametreyên pergala CNC (parametra qezencê bi lezek hêdî kêm dibe).
1-12. Kontrol bikin ka asta rûnê tanka sotemeniyê pir nizm e, dergeha dagirtinê ne av e, û valahiya jorîn a silindirê di dema pêşdebirina bilez de bi şilê tije ye, ku dibe sedema dagirtina ne bes. Ji ber sedemên jorîn, rûnê ji tankê zêdetirî 5 mm li jor bendera dagirtinê zêde bikin da ku qulika dagirtinê bi tevahî av bibe.
1-13. Kontrol bikin ka valahiya dagirtinê bi tevahî vekirî ye. Ger ew ji ber qirêjiya neftê be, navika valahiya valahiya dagirtî ne maqûl û tevlihev e, dibe sedema dagirtina ne bes. Pêdivî ye ku valahiya dagirtinê paqij bikin û wê ji nû ve saz bikin da ku qulikê maqûl bibe.
1-14. Kontrol bikin ka leza pêşkeftina bilez pir bilez e, dibe sedema dagirtina ne bes. Ji ber sedemên jorîn, leza pêşkeftina bilez dikare bi guheztina pîvanên pergalê were kêm kirin.

Xeletî2. Dema ku slider dixebitîne, rêça berjêr ne dengek vertîkal û anormal e.
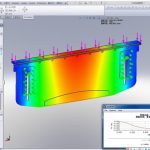
Ev celeb têkçûn ji ber demek dirêj a karanîna rêça rêber, rûnkirina ne asayî ya rêça rêber, û zêdebûna paqijiya ji ber cilê ye. Pêdivî ye ku asta kinbûnê ya plakaya zexta rêça rêber were kontrol kirin û wê ji nû ve sererast bikin da ku paqijiya hewce bicîh bîne. Tesbît bikin ka meriv plakaya pêçandina rêça rêber li gorî asta kinbûnê biguhezîne. Ger tengahî giran be, pêdivî ye ku ew were guheztin.
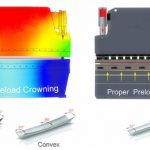
2.1. Pîlana zextê ya orîjînal bi plastîk ve girêdayî ye. Bala xwe bidin serhişkiya plastika pêçandî û rûbera pêvekirina rêça rêber. Piştî şilkirinê, pê ewle bin ku rûbera lêdanê ji% 85 jortir be û depoyek rûnê rûnê zigzag vekin.
2.2. Di hundurê plakaya çapkirinê ya orjînal de rawestgehek metal heye. Ji bo hilbijartina lewheyek tûncê an hesinê nermik, rûbera girêdanê ji hêla grinder ve tê hilanîn, pêla girêdanê ji rûyê girêdanê nizmtir e, û hêlîna rûnê rûnê zigzag tê vekirin.
Xeletî 3. Mezinahiya pîvana paşîn li her du dawiyan nehevgirtî ye
Çewtiya li her du aliyan piçûk e, di nav 2 mm de. Kontrol bikin ku piştrast bikin ku strukturê veguheztina mekanîkî ya X1/X2 çu xeletî tune. Xeletî dikare bi eyarkirina tilikê were rakirin. Ger di strûktûra veguheztina mekanîkî de xeletiyek tune be (wek hêlîn, pêlên topê, rêlên xêzik, çerxên veguheztinê, kemberên veguheztinê, hwd.), xeletiyê derxînin. Di hundurê tolerasyona paralelîzmê de ji nû ve rast bikin û amûra veguheztina hevdem ji nû ve saz bikin.
Xeletî 4. Ne liv û tevgerê mîlî gear paşerojê li her du kujên
Sedema têkçûna veguheztina mîlê paşgauge dibe ku ew be ku mîlî veguheztinê ji çerxa kembera demjimêrê, barika kilîtê, an jî kembera demjimêrê ji hev vediqete. Ajokarê mîlê rawestanê û motora servo xelet in, û pergala kontrola komputera jorîn xelet e. Têkçûnên weha hewce ne ku sedema têkçûnê kontrol bikin û piştrast bikin, pêkhateyên têkçûyî tamîr bikin an biguhezînin û têkçûnê ji holê rakin.

Xeletî 5. Dengê zêde ya pompeya rûnê (zêde germbûna zêde), zirara pompeya rûnê
5-1. Xeta şuştina pompeya neftê diherike an asta şilava tanka neftê pir kêm e, dibe sedema ku pompeya neftê vala bibe.
5-2. Germahiya rûnê pir kêm e û vîskozîteya rûnê pir zêde ye, di encamê de berxwedana neftê ya bilind dibe.
5-3. Parzûna rûnê ya porta kişandinê xitimî ye û rûn pîs e.
5-4. Pompe xisar dibe (Dema pomp tê sazkirin birîndar dibe) bi her lêdanê.
5-5. Pirsgirêkên sazkirinê yên hevberdanê, wek zexmkirina zêde ya eksê, mîla motorê, û mîla pompeya rûnê ne hevseng in.
5-6. Piştî ku pomp tê saz kirin, ew ji bo demek dirêj vedigere an di dema makîneya ceribandinê de sotemeniyê nake.
5-7. Parzûna rûnê tansiyona bilind a derketinê tê asteng kirin an rêjeya herikînê ne li gorî standardê ye.
5-8. Pompeya neftê dimije (rûn heye, lê li dergeha kişandina pompeya rûnê hewa heye).
5-9. Ger ew pompek piling be, dibe ku bilindahiya xeta porta vegerandina neftê pir kêm were danîn.
5-10. Ger ew pompek rûnê HOEBIGER be, dibe ku ew were daxistin.
5-11. Germahiya rûnê pir zêde ye, dibe sedema ku vîskozîtî kêm bibe (di nav 60 ° C de).
5-12. Rûnê hîdrolîk av dihewîne, ku dikare bibe sedema astengkirin û zirarê li hêmana parzûna tansiyona bilind.

Xeletî 6. No hêdî hêdî tevgera slider
6-1. Ma valahiya rêgezek rêjeyî ya elektromagnetîk xwedan îşaretek elektrîkê ye an çîpek çalakiyek heye an asê maye.
6-2. Pergal nikare zextê ava bike.
6-3. Valveya dagirtinê asê maye, an zengila morkirina valahiya dagirtinê diherike.
6-4. Ma valahiya hêdî îşaretek elektrîkê heye an jî asê maye.
6-5. Zexta paşîn pir zêde ye an jî tansiyona hêdî hêdî pir kêm e.

Xeletî 7. Dema ku slider hêdî dimeşe, dilerize, diheje û deng derdixe.
7-1. Nefta zextê ya ku ji silindirê tê derxistin gulikên hewayê dihewîne.
7-2. Hêza kêşanê ya rêça slide pir mezin e, gelo rûnê rûnê hebe.
7-3. Cûdahiya di navbera rûbera guncan a plakaya rêber de mezin e, an jor û binî nehev in.
7-4. Asta raft û kargehê bi rêkûpêk nayê sererast kirin.
7-5. Valveya hevsengiyê tê girtin.
7-6. Kontrol bikin ka valahiya bilez-veberdanê enerjî ye û vekirî ye.
7-7. Parametreya pergala kontrola jimare (qezenc), an mîhenga leza xwarina xebatê pir mezin e.
7-8. Valveya paşperdeya felq e û berxwedana li her du aliyan cûda ye.
7-9. Ma kulika valeya rêjeyî ya solenoid beralî ye û gelo nîşana pozîsyona bêalî ya valahiya rêjeyî rast e.
7-10. Ma sînyala valahiya servo ya nîsbetî xera dibe, rêbaza vekolînê wekî li jor e.
7-11. Kevirê pistonê ji hêla zengila morkirina silindera neftê ve zexm tête girtin, û berxwedan mezin e (testa zengila morkirina hişk a PTFE biguhezîne).
7-12. Li ser rêgeza gewriyê şûştina gûzê nayê saz kirin, kursiya şemitandinê bi rêkûpêk tevnagere, û pirsgirêkek di xeta ragihandinê ya serwerê gewr de heye.
7-13. Pîvana zextê xelet e, di dema xebatê de zext têrê nake.
7-14. O-ringa zeliqandina zextê ya valva dagirtinê hêjmarek piçûk çêdike.

Xeletî 8. Dema ku hêdî dibe devîbûna hevdemkirinê ya mezin
8-1. Têkçûna pergala tespîtkirina hevdem (pîvana grîngê).
8-2. valve rênîşander.
8-3. Derketina valveya jêrîn a bilez.
8-4. Xala mezin di zexta paşîn de li ser her du aliyan.
8-5. Germahiya rûnê pir kêm e.
8-6. Têla rûnê di odeyên jorîn û jêrîn ên silinderê de.
8-7. Parametreyên pergala CNC.


Xeletî 9. Çewtiya goşeya bendkirinê
9-1. Kontrol bikin ka guheztina tezmînatê ya silindera tezmînatê mezin e û pozîsyona sifir bi tevahî nayê vegerandin.
9-2. Kontrol bikin ka kalika bilez sist e.
9-3. Kontrol bikin ka di xala mirinê ya binî ya her bendikê de guheztinek heye yan na.
9-4. Kontrol bikin ka plakaya kevanê bi rêkûpêk hatî saz kirin û ka qulika pêlê mirî ye an na.
9-5. Guhertinên di pelê bixwe de (qûrahî, materyal, stres).
9-6. Ma serwerê gewrê winda ye?
9-7. Rastiya pozîsyona nerast: Ma nirxa sifirê ya valahiya rêjeyî guncan e? Positioning nikare xwe bigihîne navenda mirinê ya jêrîn, ne gengaz e ku vegere.

Xeletî 10. Nefta rûnê di xetên hîdrolîk de an boriyan de teqiya
10-1. Kontrol bikin ka sazkirina lûleya neftê pêdiviyan pêk tîne (dirêjahiya dirêj, tîrêjê boriyê, stûrahiya dîwar, ferrule, gwîz pir teng e, pir sist e, tîrêjê çikandinê, hwd.).
10-2. Ka lûle bandorek an lerizînek heye.
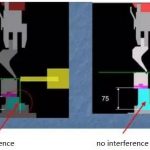
10-3. Kontrol bikin ka xeta boriyê bi yên din re têkildar dibe an li hev dikeve.
10-4. Xeta boriyê bi pêlên boriyê nayê sabîtkirin.
Xeletî 11. Tedbîrên di dema sazkirin û parastina pergala hîdrolîk de
11-1. Valvesên bi boyaxê hatine mohrkirin bi serê xwe neyên jihevdexistin, bila werin sererast kirin.
11-2. Valve piştî paqijkirinê bi gelemperî dixebite, pêdivî ye ku ew bi rûnê nû ve were guheztin û tavilê tanka rûnê paqij bike.
11-3. Di dema sazkirinê de divê pompeya neftê nekeve ber lêdan û bandoran, û berî ceribandinê pêdivî ye ku pompeya neftê were tije kirin.
11-4. Dema ku her valve saz dike, tenê laşê valveya wê dikare were veguheztin, û pêdivî ye ku valveya solenoid neyê destgirtin.
Berhemên Têkildar
 Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin- Meriv çawa Makîneya Parzûna Guillotine dixebitîne
- 6 Serişteyên di derbarê Laser Antifreeze de
- Xeletiyên Hevbeş û Rêbazên Çareserkirina 100t Çapemeniya Hîdraulîk a Çar-stûnan
- Çend cureyên Brake Çapemeniya Hîdraulîk
- Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC
- Xeletiyên Hevbeş û Rêbaza Çareserkirina Pirsgirêkan ji bo Çapemeniya Hîdraulîk a Çar-stûnan
- Rêbazên Operasyona Ewle ya Makîneya Çapemeniyê ya Hêza Hîdraulîk
- Meriv Meriv Çawa Tezmînata Hilweşînê Ji bo CNC Sheet Metal Bender çêdike
- Dies Brake Press ji çi têne çêkirin? Amûra Brake ya Çapemeniyê çi ye?