Makîneyên qutkirina hîdrolîk / frena çapê ya hîdrolîk dikare li gorî rêbaza hevdemkirinê were dabeş kirin: Makîneya qutkirina torkê ya hîdroulîk, frena çapê ya CNC û frena çapa cnc elektro-hîdrolîk Û dikare li celebên tevgerê yên jêrîn were dabeş kirin: ber bi jor ve, ber bi jêr ve tevbigere. .
Ji bo bidestxistina encamên xwestî yên ku hewce dike, qutkirina frena çapkirinê bi rêbazên cûda yên nêzîkbûnê hewce dike. Ji avakirina stûnên birca bayê bigire heya hêmanên kabîneya elektrîkê ya tevlihev, frenên çapkirinê ji bo çêker amûrek girîng in û zanîna ku ne hemî qutbûn yek e, mifteya xebata serketî ya wan e. Fêmkirina pêvajoyê, amûr û materyalê (wekî ku hemî metalên ku têne qul kirin dê ji her pêvajoyek guheztinê re bersivek cûda bidin) ji bo bidestxistina beşên rast zû û dubare girîng e.
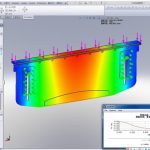
Hîdrolîk Makîneya guheztina torkê ya hevdemî/ Frensa çapê ya torka hevdem a hîdrolîk

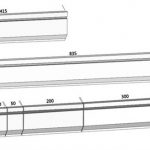
Silindirên ducar slidera jor û berjêr tevgerê kontrol dikin
Hevdemkirina torque Mekanîkî
Frêna çapê ya CNC û frena çapa elektro-hîdraulîk


CNC Press Brakes: Van celeb frenkan xwedan kapasîteyên rast û xwerû yên herî bilind in, teknolojiya komputerê bikar tînin da ku rastbûnê kontrol bikin û karbidestiyê zêde bikin. Dema ku pêlên frena CNC-ê bikar tînin, daneyên wekî goşeya çewisandinê, qalindahiya plakê, firehî, û pola ji hêla operatorek perwerdekirî ve têkevin nav kontrolkerek û frenek bi hêsanî mayî digire.
Meriv çawa tonajê frena çapê hesab dike

Di dema pêvajoyê de, hêza di navbera mirinên jorîn û jêrîn de li ser materyalê tê sepandin, ku dibe sedema ku maddî di bin deformasyona plastîk de derbas bibe. Tonajê xebitandinê dema ku deng tê qatkirin zexta zêdebûnê vedibêje. Faktorên bandorker ên ji bo diyarkirina tonajê ev in: tîrêjê çîqandinê, rêbaza çîqandinê, rêjeya mirinê, dirêjiya çengê, stûrbûn û hêza maddeya çeqandinê û hwd.
Hesabên tonajê yên çêkirina frena çapkirinê bi nisbî hêsan in. Hişk ev e ku meriv wan li ku, kengê û çawa bicîh bîne. Ka em bi hesabkirina tonajê dest pê bikin, ya ku li ser bingeha xala ku di maddeyê de hilanîn tê şikestin û çikandina rastîn dest pê dike. Formul li ser bingeha AISI 1035 pola sar-hilkirî ya bi hêza tîrêjê ya 60,000-PSI ve hatî çêkirin. Ew materyalê meya bingehîn e. Formula bingehîn wiha ye:

P: Hêza bendkirinê (kn)
S: stûrahiya plakaya (mm)
L: firehiya plakaya (m)
V: firehiya hêlîna dirûvê jêrîn (mm)

Mînak 1:
S=4mm L=1000mm V=32mm, li tabloyê bigerin û P=330kN bistînin
2. Ev tablo li gorî madeyên bi hêza Оb=450N/mm2 tê hesabkirin. Dema ku malzemeyên din ên cihêreng dixin, zexta qulandinê berhema daneyên di tabloyê de û hevberên jêrîn e;
Bronz (nerm): 0,5; polayê zengarnegir: 1,5; aluminium (nerm): 0,5; pola kromê molîbden: 2.0.
Formula hesapkirina teqrîbî ya ji bo zexta çeqandinê: P=650s2L/1000v
Mezinahiya bendika herî piçûk:
A. Pûçkirin /qandin :


B. Çêkirin /pêçandin Z


Mînak 2:
Qalindahiya plakaya S=4mm, firehiya L=3m, ob=450N/mm2
Bi gelemperî firehiya hêlînê V=S*8 Ji ber vê yekê P=650423/4*8=975(KN)= 99,5 (Ton)
Encam pir nêzikî daneyên di nexşeya hêza bendkirinê de ye.
Wekî ku hûn dibînin, rêbaza # 1 ji bo hesabkirina tonajê frena çapê li ser bingeha materyalê pola nerm e.
Ger materyal pola zengarnegir, aluminium an tûnc be?
Ew hêsan e, encamên ku ji hêla formula jorîn ve têne hesibandin bi kêşeyên di tabloya jêrîn de zêde bikin:
| Mal | Coefficients |
| Pola nerm | 1 |
| Tev stîl | 1.6 |
| Elemyûn | 0.65 |
| Tûnc | 0.5 |
Berhemên Têkildar
 Çîn Press Brake Bending Machine Mold
Çîn Press Brake Bending Machine Mold- Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
- Têkçûnên Mekanîkî yên Hevbeş û Maintenance Machines Bending Brake Press
- Meriv Çawa Die Minasib ya Makîneya Bişkojka Brake ya Çapemeniyê Hilbijêre
- Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC
- 2021 Rêbernameya Dawîn a Makîneya Brake Metal
- 4 Gavên ku hûn Pergala E21 ya CNC Sheet Metal Bender nas bikin
- Çîn 40 Ton Press Brake
- Dies Brake Press ji çi têne çêkirin? Amûra Brake ya Çapemeniyê çi ye?
- Xeletiyên Hevbeş û Rêbazên Çareserkirina 100t Çapemeniya Hîdraulîk a Çar-stûnan