Pûçika frena çapemenî/mirov li qalibên jorîn û jêrîn têne dabeş kirin, ku ji bo çêkirina û veqetandina qalibên lêxistina pelika metal têne bikar anîn. Qalibê ji bo çêkirinê xwedan valahiyek e, û qalibê ji bo veqetandinê xwedan keviya birîn e. Pûçek/mirina makîneya frena çapê bandorek mezin li ser rastbûna perçeya xebatê dike. Di pêvajoya kelandinê de, qalib her tiştê ku bi perçeya xebatê re têkildar e.
Fêra çapkirinê ya makîneya bendkirinê / frena çapkirinê bi teşe L, R-teşe, U-teşe, Z-teşe, hwd. 15 derece, goşeyê hwd. Qalibê jêrîn xwedan hêlînek ducarî 4 ~ 18V û xêzikek yekane bi firehiyên xêzikê yên cihêreng, û her weha qalibê jêrîn R, qalibê jêrîn ê goşeya tûj, qalibê şilkirinê, hwd.

Rastiya ultra-bilind
Ji bo rastbûna qalibê pir girîng e ku di dema pêvajoya kêşanê de bandorek mezin li ser rastbûna perçeya xebatê bike. Pêdivî ye ku cilê qalibê berî bikar were were kontrol kirin. Rêbaza vekolînê pîvandina dirêjahiya ji dawiya pêşê qalibê jorîn heya milê û dirêjahiya di navbera milê qalibê jêrîn de ye. Ji bo qalibên konvansiyonel, dûrbûna per metre divê bi qasî ± 0,0083 mm be, û dûrbûna dirêjahiya tevayî divê ji ± 0,127 mm mezintir nebe. Ji bo qalibê hûrkirina rast, divê rastbûna per metre ± 0,0033 mm be, û rastbûna tevayî divê ji ± 0,0508 mm ne mezintir be. Bi gelemperî tê pêşniyar kirin ku ji bo makîneyên guheztina elektro-hîdrolîk an makîneyên guheztina mîlê torsion, û qalibên kevneşopî ji bo makîneyên guheztina destan bikar bînin qalibên hûrkirina xweş.
Beşa amûrê ya makîneya frena çapê ya CNC wekî jêrîn:

Sazkirina otomatîkî ya sabît
Dema ku slider berbi navenda mirî ya jorîn ve diçe, tîrêjê jorîn tê saz kirin, û pergala girtina qalibê dikare çend qalib li cîh bigire heya ku zexta kelandinê were sepandin.
Pergala girtina hîdrolîk
Pergala girtina hîdrolîk rêbaza girtina herî bi bandor e. Hem makîneyên nû û hem jî yên kevn dikarin vê pergala kelandinê bikar bînin, dem û lêçûn xilas bikin. Ger rûbera bargiraniya makîneya kelijandinê ya kevn xera bibe, pergala girtina hîdrolîk dê bijareya çêtirîn be ku zirarê çareser bike, di heman demê de karbidestiya lêdan û sazkirinê jî baştir bike.

Otomatîk li cîhê xwe biqelînin
Dema ku zexta kelandinê tê sepandin, çîçeka jorîn tê kişandin û bixweber li cîhê xwe tê kişandin. Ev hewcedariya pêlêdana qalibê jorîn di binê qalibê de di dema pêvajoya qulandinê de ji holê radike.
Hilbijartina punch / mirinê
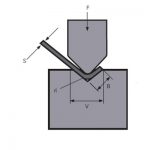
Pêşîn, qalindahiya pelê ku tê rijandin diyar bikin. Mînakî, hûn dixwazin 0,75 mm ber 6,30 mm lewheyên qalind bixin. Dûv re, qalindahiya pelê herî zirav bi 8-ê zêde bikin da ku pîvana V-die ya herî kêm hewce texmîn bikin. Di vê nimûneyê de, plakaya 0.75mm herî kêm qalibê pêwîst e, ji ber vê yekê 0.75×8=6. Ya sêyem, qalindahiya pelê herî stûr bi 8-ê zêde bikin da ku mezinahiya mirinê ya herî zêde ya bi teşe V-yê hewce bike.
prensîba 8 caran
Yanî vebûna qalibê V-yê divê 8 qat qalindiya pelê be. Qalindahiya pelê bi 8-an zêde bikin da ku qalibê herî nêzîk hilbijêrin. Mînakî, lewheyek stûr 1,5 mm qalibek 12 mm (1,5×8 = 12 mm) hewce dike. Ger ew plakaya 3.0 mm be, qalibek 24.0 mm hewce ye. (3.0×8=24.0). Ev rêje dikare bijartina goşeyê çêtirîn peyda bike, ji ber vê yekê gelek kes jê re dibêjin "hilbijartina çêtirîn". Piraniya nexşeyên bendavêtinê yên hatine weşandin jî li ser vê formulê ne.
qaîdeyên hilbijartina Model
Rêzika hilbijartinê ya ji bo kişandina perçeyên xebatê yên bi şeklê L ev e ku ti rêgez tune, hema hema her mirinê ya jorîn dikare were bikar anîn. Ji ber vê yekê dema ku qalibên jorîn ji bo komek perçeyên xebatê hilbijêrin, perçeyên xebatê yên bi teşe L-yê dikarin paşîn bêne hesibandin, ji ber ku hema hema her qalibê jorîn dikare wan biqelişe. Dema ku van perçeyên xebatê yên bi teşe L-ê dixin, tê pêşniyar kirin ku hûn qalibên jorîn bikar bînin ku dikarin perçeyên din ên xebatê jî biqelînin. Dema ku qalibên bikirin, kêmtir, baştir. Ev ne tenê ji bo kêmkirina lêçûnên qalibê ye, lê di heman demê de ji bo kêmkirina jimareya qalibên pêdivî û kêmkirina dema sazkirinê ye.


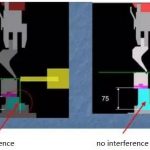
Dema ku beşa jorîn a perçeya xebatê ji beşa jêrîn dirêjtir be, pêdivî ye ku meriv gozek bimire. Gava ku beşa jorîn a perçeya xebatê ji beşa jêrîn kurttir e, her mirinek jorîn baş e. Dema ku beşê jorîn û beşa jêrîn ya perçeya xebatê bi heman dirêjî bin, pêdivî ye ku tîrêjek jor a goşeya tûj. Bi kurtahî, qaîdeya hilbijartinê ya mirinê ya jorîn bi giranî bi destwerdana perçeya xebatê ve girêdayî ye, ku ew e ku nermalava simulasyona guheztinê dikare rolek girîng bilîze. Ger pergala ku hatî bikar anîn nikaribe rewşa guheztinê simule bike, hûn dikarin xêzkirina bi paşxaneya torê re bikar bînin da ku bi desta destwerdana perçeya xebatê ya qalibê jorîn kontrol bikin, wekî ku di jimareya jêrîn de tê xuyang kirin.


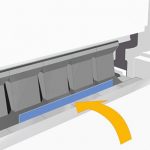
No qalibê indentation
Hema hema hemî qalibên tîpa V-ya tîpa makîneya bendkirinê dê hin nîşanan li ser perçeya xebatê bihêlin, ev ji ber ku metal di dema çikandinê de di qalibê de tê pêçan. Di pir rewşan de, nîşanek piçûk an qebûl kirin. Zêdekirina radius dikare nîşanan kêm bike. Lê carinan nîşanên herî piçûk jî nayên qebûl kirin, wekî lewheyên boyaxkirî an paqijkirî berî ku werin çikandin. Têkilên naylon dikarin werin bikar anîn da ku dakêşan ji holê rakin, wekî ku di jimareya jêrîn de tê xuyang kirin. Xişandina bêderfet bi taybetî ji bo firokeyên çêkirî an perçeyên asmanî girîng e ji ber ku ji bo mufetîşan dijwar e ku beşek bi çavê rût teftîş bikin û xiş û şikestinan ji hev cuda bikin.

Berhemên Têkildar
 Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre
Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre- WILA Çareseriya Bikêrhatî ya Xişandina Peleyên Navîn û Stûr
- Skills of CNC Bending Machine
- Rêzeya Bending ya Kevneşopî û Taybetmendiya Bikaranîna Rojane ya Molda Makîneya Kevirkirinê
- Hesabkirina Hêza Xişandinê Di Dema Berbiçavkirina Belaş a Makîneya Kevirê Metal de
- Dies Brake Press ji çi têne çêkirin? Amûra Brake ya Çapemeniyê çi ye?
- Çend cureyên Brake Çapemeniya Hîdraulîk
- Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
- Press Brake Crowning Çi ye
- Meriv Çawa Destûrdana Bendê Ji Bo Brake Çapemeniya Xwe Bihesibîne