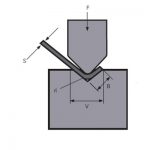
Makîneya qutkirina frena çapemenî bi giranî xêzkirina rasterast ya plakê pêk tîne. Bi karanîna qalibên sade û alavên pêvajoyê, pelê metal dikare di rengek geometrîkî de were pêçandin, û ew dikare bi dirêjkirin, lêdan, lêdan, û pêçandina qulikê jî were pêvajo kirin. Di hilberîna rastîn de, makîneya frena çapkirinê ya CNC bi piranî tê bikar anîn da ku guheztina cûrbecûr şeklên geometrîkî yên qutiyên metal, qalikên qutikê, tîrêjên bi teşe U, û çargoşeyan pêk bînin. Pêvajoya wê xwedan avantajên rastbûna berzbûna bilind, bê şopên diranan, bê pelkirin, bê qermîçok, hwd.
Bi pêşkeftina domdar a teknolojiya hilberîna makîneya bendkirinê ya CNC re, avantajên wê yên wekî rastbûna pozîsyona bilind, rehetî, tazmînata tevliheviya sifir-çalakiyê, û domdariya baş a hilberên hilberandinî ji hêla piraniya pargîdaniyên hilberîna metalê ve her ku diçe zêde dibe. Lêbelê, digel xwestekên tixûbdar, meriv çawa makîneya bendkirinê çêtir bikar tîne û bi tevahî fonksiyon û avantajên wê lîstin bûye pirsgirêkek ku hilberînerên ku makîneya qutkirina frena çapê ya CNC bikar tînin bala xwe didinê û bi lezgînî hewce ne ku çareser bikin. Di pêvajoya çêkirin û karanîna demdirêj de, Zhongrui bi lêzêdekirina amûrên alîkar, veguherîna qalibên heyî, û karanîna maqûl a malperê bi bandor fonksiyonên makîneya bendkirinê û ezmûna berhev kiriye. Vê gotarê makîneya frena çapkirinê ya Zhongrui DA66T ya CNC wekî mînak digire û jêhatîbûna karanîna bi hûrgulî destnîşan dike.
Amûrên alîkar zêde bikin
Ger hûn dixwazin amûra makîneya frena çapê maqûl û karanîna hêsan bikin, lê zêdekirina amûrek alîkar pêdivî ye. Zêdebûna amûra arîkar ne tenê dikare rêza pêvajoyê ya amûra makîneya bendkirinê ya CNC berfireh bike lê di heman demê de karbidestiya pêvajoyê jî baştir bike.
1) Plateya veguherînê (plaqa navîn a arîkar ji bo qalibê bilez)
Bilindahiya vekirinê ya makîneya bendkirinê dûrahiya di navbera maseyên xebatê yên jorîn û jêrîn de vedibêje. Ji ber ku makîneya qutkirina CNC DA66T xwedan bilindahiyek vebûnê mezintir e, bifikirin ku vebûnek mezin bikar bînin da ku qada pêvajoyê berfireh bikin. Wekî ku di Figure 1-ê de tê xuyang kirin, lê zêdekirina plakaya veguheztinê ya din li ser plakaya veguheztinê ya orîjînal dikare bilindahiya guheztina alî ya parçeyê (heta 85 mm) zêde bike, da ku pêvajoyek kûr a bi keviyên guheztina aliyên bilindtir were meşandin. Tabloya veguheztinê ya ku bixwe çêkirî dikare firehiya panela veguherînê li gorî beşên weya hevpar xweş bike, û ew ji bo hilberandina parçeyên piçûk ên ku ji her du aliyan ve kenarê guheztinê bilindtir in, herî maqûl e.

2) Kuncika panela pêşîn
Wekî ku di Xiflteya 2-ê de tê xuyang kirin, pêşiya makîneyê bi quncikek hatî çêkirin, ku dikare parçeyên piçûk bi cîh bike û dema girtina beşan kêm bike. Di heman demê de, tabloyek piçûk a xebatê tê saz kirin da ku hilberandin û berhevkirina perçeyên piçûk ên piçûk hêsantir bike.

Bi tevahî qalibê bikar bînin
Bikaranîna makîneya şilkirina frena çapa CNC bi giranî xwe dispêre qalibên jorîn û jêrîn. Ger hejmara qalibên hindik be û serîlêdan ne maqûl be, dê qada pêvajoyê ya amûra makîneyê pir were sînordar kirin. Ji ber vê yekê, di bin şert û mercên sabît de, meriv çawa fonksiyona qalibê heyî bi navgîniya hevrêziya xweşbînkirî û veguheztina parçeyî zêde dike pirsgirêkek e ku divê her bikarhênerek amûra makîneyê li ser bifikire. Ya jêrîn fonksiyona berbelavkirinê ye ku em di karanîna de bi guheztina qalibê makîneya qutkirina CNC-ê bikar tînin Destpêk.
1) Tîpa hêşînahiyê ya jorîn R
Dema ku pelika jorîn ji bo demek dirêj ve were bikar anîn, dê cil û bergên wê bi rengek nerêkûpêk biguhere. Bilindahiya qalibê diguhezîne û rastbûna guheztinê nayê garantî kirin. Bi hûrkirin, rastkirina tîpa R, û lihevhatina bi xêzikek mezin a bi teşe V-yê re, lewheyên stûr dikarin werin pêçan. Ev jiyana karûbarê qalibê dirêj dike.
2) Ji bo ku bigihîje astê, qalibên qurmê biguhezînin
Di nebûna mirinek tevlihev a tevlihev de, çareserkirina pirsgirêka çêbûnê ya meriv çawa pêlêkirina keviya mirî mînakek e. Kevirê mirî şeklek çîçek e ku tê de du qat li hev dikevin, û bi gelemperî ji bo xurtkirinê tê bikar anîn. Bi gelemperî, panela ku ji 2 mm zêdetir e, hema hema ti çeperên mirî yên çapkirinê tune. Pêdivî ye ku peravê mirî ji hêla mirîşkek tevlihevkirî ve were çêkirin, û pêdivî ye ku ew ji du pêvajoyên bêtir were dabeş kirin da ku were çêkirin.
Rêbaza ku bi gelemperî tê bikar anîn ev e ku wekî ku di jimar 3 de tê xuyang kirin, çîçeka hevedudanî bikar bînin. Di gava yekem de, madde heya 30° tê pêçan, û di gava duyemîn de, goşeya bendavêtina 30° li dawiya pêşiyê tê danîn. qalibê hevedudanî, û maddî di keviya mirî de tê pêçan. Lê me mirîşkek çêrkirinê ya pêkhatî tune, tenê 30° mirek guhêzbar a akût heye. Bi qalibê heyî re gava yekem a mirina kelijandinê ya pêkhatî temam bikin, û gava duyemîn tenê dikare rêbazek din bibîne. Di gava duyemîn de, qalibên jorîn û jêrîn her du jî safî ne. Piştî analîzê, beşa navîn a qalibê jêrîn a du-v-groove ya heyî dikare wekî beşa balafirê were bikar anîn, û qalibê jorîn li balafirekê digere. Qalibê jorîn ê jêkirî yê heyî derxînin û devê kêrê bi şêwazek guncan bişixulînin, bi vî rengî pirsgirêka damezrandina çapxaneyê ya qeraxa mirî çareser bikin.

Bi karanîna vê koma qalibên guhertî jî dikare were xêzkirin. Di pêvajoyek rastîn de, operatorên amûra makîneyê carinan xeletiyan dikin, di nav de kêşana kêşan an pîvanên ku ne wekhev in. Di rewşê de ku hewcedariyên rûkalê yên parçeyê ne zêde ne, mixabin ku parçe were hilweşandin, tenê lêdana keviya bendikê. Knockout pir kedkar e, lê bi karanîna berhevoka qalibê jorîn dikare bi hêsanî were ast kirin. Parçe dikarin bi hêsanî bi destan li qalibên jor û jêrîn werin pêçandin, û dûv re jî perçe ji hêla makîneya guheztina CNC ve têne xêz kirin.
Skills di dema operasyonê de
1) Cîhkirina kelûpelên bender û materyalên pêvajoyê
Dema ku plansaz dike, faktorên jêrîn divê bêne binçavkirin:
yek. Materyalên heman stûriyê bi hev re rêz bikin;
b. Qalibên heman modelê bi hev re rêz bikin;
c. Qalibên bi şiklê heman rengî bi hev re têne rêz kirin.
Ev dikare dem û frekansa guheztina qalibê kêm bike.
2) Pozîsyona rast-goşe ya parçeyên teng û piçûk
Gava ku beşa bendkirinê teng û dirêj be, dîtina wê ne hêsan e. Di dema pêvajoyê de, pir caran diqewime ku pozîsyona piştî-biryarê, û beşa bendkirî bi hêsanî tê xêz kirin. Ji ber vê yekê, bi karanîna rêbaza ku di jimar 4 de hatî bikar anîn, qalib li qalibê jêrîn tê zeliqandin da ku goşeyek rast peyda bike. Dema ku bi vî rengî qul dibe, perçe ne hêsan e ku were rijandin.

3) Xişandina parçeyên sêgoşe
Gava ku perçeyên çîçekê têne xwar kirin, perçeyên tûj-goşe ne hêsan e ku nêzî qaîdeya paşîn bibin. Bi gelemperî, gava ku pîvana herî piçûk L ≤10 mm tavilê rêza paşîn, pêdivî ye ku cîhaza pozîsyonê were hesibandin. Di xebata rastîn de, sêwirandin û pêvajo hêsan e ku bêne paşguh kirin, û pir caran pirsgirêkên weha çêdibin. Dema ku hilberandin, li gorî mezinahiya beşê, tê destnîşankirin ku perçeyek yekane bi tîrêja benderê re û perçeyek ducar bi piştê ve tê hevûdu kirin.
4) Pelqa tenik R zêde bikin
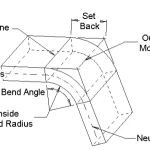
Ji ber hewcedariyên cihêreng ên xerîdar, nirxa R-ya hewce ya li ser qeraxa behrê jî cûda ye. Di pêvajoya pêvajoyê de, ji bo beşên ku hewcedariya wan bi rastbûna dimensîyonê ya bilind nîn e, plakaya piştgiriyê bikar bînin da ku nirxa R-yê zêde bikin da ku nirxa R-ya pêwîst piştî çeqandinê were bidestxistin. Li gorî hewcedariyên sêwiranê, R têkiliyek di navbera V û R-ya hundurîn de vedibêje da ku stûrahiya plakê hilbijêrin û wê bi şeklê ku di jimar 5-ê de tê xuyang kirin biqeliqîne. Dema ku tê bikar anîn, kefek bikar bînin da ku qalibê jor bixin. Ev rêbaz hêsan e ku bikar bîne û dikare di gelek qatan de were bikar anîn.

5) Yekparçeyek û mîhengên qalibê pirjimar
Zhongrui wekî xwenîşandanek makîneya qutkirina DA66T CNC bi 2 silindirên hîdrolîk bikar anî. Sazkirina pir-qelibekî ku di xêza 6-ê de hatî xuyang kirin ceribandin, ango qalibên jorîn û jêrîn ên heman modelê di yek carî de li beşan têne saz kirin, ku dikare pêvajokirina çend bendikên tevaya beşê temam bike, dema sazkirina qalibê kêm bike. û destwerdana dubare ya parçeyan. Heya nuha, bilindahiya wekhev a ku çîçeka jorîn diherike li sûkê derketiye. Bilindahiya qalibê jorîn hemî yekreng e, û qalibên bi şeklên cihê jî dikarin li ser heman maseyê werin bikar anîn. Bi vî rengî, mimkun e ku meriv guheztina perçeyî ya qalibên cihêreng pêk bîne.

6) Qeydên bernameyê yên parçeyên tîpîk
Piştî ku beşên tîpîk têne hilberandin, pêdivî ye ku pîvanên pêvajoyê di wextê xwe de bêne tomar kirin, û bername divê li cîhê hilanînê ya makîneya bendkirinê bi hejmara xêzkirina beşê were hilanîn, da ku ew di pêşerojê de ji nû ve were bikar anîn, rêzek pir kêm bike. Amadekariyên berî xwarê. Her weha hûn dikarin tabloyek çêbikin, ku tê de mîhengên taybetî yên navê beşê, jimareya xêzkirinê, grafîk, materyal, û pîvanên kêşanê vedihewîne. Tablo di nav lewheyên pola, lewheyên aluminium, û plakên pola zengarnegir de tê dabeş kirin. Her celeb ji hêla stûrbûna materyalê ve têne cûda kirin. Wextê ku ji bo dîtina beşên tîpîk digire dê kêm bibe. Ger bi qerta pêvajoyê re were hev kirin, ev rêwerzek pêvajoyê pir bêkêmasî ye. Tewra karmendên nû yên ku xwedî ezmûnek hindik in jî dikarin ji bo pêvajoyên beşan şîretan bişopînin.
7) Dirêjahiya qalibê têrê nake ku di beşan de biqelişe
Di pêvajoyek li ser cîhê de, pir caran diqewime ku dirêjahiya qalibê ji qeraxa bendikê piçûktir e. Ji ber ku gelek qalibên taybetî li gorî karanîna hilberên sabît têne destnîşan kirin, gava ku dirêjahiya qalibê ji keviya guheztinê kêmtir be, rêbaza bendkirina perçekirî tê bikar anîn. Cîhê ku dirêjahiya qalibê nêzikî qeraxa çîqandinê ye, kenarê perpendîkular bi qeraxa kêşanê ve biçirînin, û dûv re jî qeraxa kevçîyê di beşan de li gorî mezinahiya hewce biqelînin. Xiflteya 7a nîvê çepê yê beşa xwar e, û jimar 7b jî nîvê rastê yê beşa kuçkî ye.

8) Bikaranîna stûyê li ser pîvana paşîn ji bo pozîsyonê
Gava ku qebareya beşa çok mezin e û pîvana paşîn ji bo pozîsyonê bikar tîne, perçe bi gelemperî ji ber giraniya xwe binav dibin, beşa destan kurt e, û operator ne hêsan e ku perçeya xebatê bigire. Ji bo ku asta perçeyan were misoger kirin, pêdivî ye ku operatorek li qaîdeya paşîn were saz kirin da ku perçeyan bi destê xwe di rewşek astê de bigire. Ji ber vê yekê, dema ku parçeyên weha têne hilberandin, divê 2 operator bêne saz kirin. Di xebatê de, tê dîtin ku pîvana paşîn dikare bi pîvanek diyarkirî were xwarê, û stûyên li ser pîvana paşîn ji bo pozîsyonê têne bikar anîn, û beş bi horizontî li ser pîvana paşîn têne danîn. Ev ne tenê hejmara operatoran kêm dike, lê di heman demê de bi bandor rastbûna makîneyê jî garantî dike.
9) Kûrahiya şiklê girtî
Di pêvajoyek rastîn de, pêvajoyek şikestî ya girtî dikare bi nermî were bikar anîn. Di nebûna mirinek kûr a bi tîpa girtî de, dema ku perçeyan wekî ku di jimar 7-ê de tê xuyang kirin davêjin, rewşa girtina ku di jimar 8 de tê xuyang kirin tête pejirandin. Tabloya veguheztinê ji hev veqetînin, dûrahî hinekî ji firehiya beşê mezintir e, û mezinahî bi maqûl ve tê veqetandin, û du beş dikarin di yek carî de werin rijandin.

Rêbaz û teknolojiyên pêvajoyê yên ku li jor hatine destnîşan kirin dikarin pirsgirêkên pêvajoyê yên hejmareke mezin ji parçeyên wekhev ên di hilberan de çareser bikin, û ji bo pêşkeftina hilberên bi cûrbecûr cûrbecûr, beşên piçûk û çerxên hilberînê yên kurt pir maqûl in. Bi van rêbazan, ne tenê xerckirina lêçûnên amûrkirinê dikare were xilas kirin, lê di heman demê de çerxa hilberandin û hilberandinê jî dikare were kurt kirin, lêçûna hilberînê kêm dibe, û kalîteya hilberê çêtir dibe. Van rêbazên pêvajoyê û jêhatîbûnên bikar anînê jî dikarin li ser makîneyên qutkirina frena çapa CNC yên bi strukturên mîna hev werin sepandin û pêşve xistin.
Berhemên Têkildar
 Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre
Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre- WILA Çareseriya Bikêrhatî ya Xişandina Peleyên Navîn û Stûr
- Meriv Çawa Die Minasib ya Makîneya Bişkojka Brake ya Çapemeniyê Hilbijêre
- Rêzeya Bending ya Kevneşopî û Taybetmendiya Bikaranîna Rojane ya Molda Makîneya Kevirkirinê
- Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
- Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC
- Çîn Press Brake Bending Machine Mold
- Meriv Çawa Destûrdana Bendê Ji Bo Brake Çapemeniya Xwe Bihesibîne
- Press Brake Crowning Çi ye
- 2021 Rêbernameya Dawîn a Makîneya Brake Metal