Peleyên navîn û stûr bi berfirehî di warên cihêreng de wekî parçeyên stresê, wek buldozer, excavator, barker, gerîdeyên rêwiyan, û makîneyên çêkirinê û lokomotîfên din têne bikar anîn. Peleyên navîn û giran bi gelemperî lewheyên metal ên bi qalindahiya di navbera 4,5 û 25 mm de vedibêjin. Rêbazên damezrandina lewheyên navîn û giran bi giranî ev in: Damezrandina şkandina frena çapemenî, çêkirina makîneya gêrkirinê, û çêkirina tola çapkirinê. Kevirandin (pêçandin) ji bo lewheyên navîn û stûr rêbazek çêkirina xeta hilberê ya berfireh û pir tê bikar anîn e.
Zehmetiyên qutkirina plakê perçeyên xebatê yên dirêj, tansiyona bilind, avakirina dijwar, karbidestiya kêm, û dijwariya kontrolkirina rastbûnê ne. Encama paşîn a guheztinê bertekek berfireh a parametreyên materyal, parametreyên pêvajoyê, û pîvanên qalibê ye. Sêwirana maqûl a van parameteran mifteya başkirina performansa guheztinê ya lewheyên navîn û stûr e.

Tonajê frena çapkirinê (makîneya qutkirina frena çapkirinê)
Pirsgirêka yekem a ku rû bi rûçikandina plakaya navîn û qalind e, hilbijartina tonajê ya makîneya şûştinê ya frena çapê ye, û gelo kapasîteya hilgirtinê ya lêker û qalibê hewcedariyên xwe bicîh tîne.
Hêza F ji hêla makîneya şûştinê ya frena çapê ve tê sepandin da ku tevgera hevbeş di navbera qalibên jorîn û jêrîn de bimeşîne, bi vî rengî plakê qul bike. Ji bo qijkirina lewheyên pola yên karbonê yên 90°, WILA nirxa ampîrîkî ya barkirina stresa plakê dide, wekî ku di Tabloya 1-ê de tê xuyang kirin. Dema ku stûrbûna pola karbonê 20 mm be, dirûvê jêrîn bi V=160 mm dikare were hilbijartin. Di vê demê de, barkirina hêzê ya makîneya bendkirinê 150t / m ye.
F=hêz li ser yekîneya dirêjahiyê (t/m);
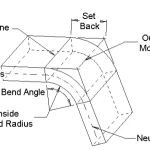
S= qalindahiya materyalê (mm);
ri= tîrêjê çikandina goşeya hundurîn (mm);
V= mezinahiya vekirina pelê ya jêrîn (mm);
B= qiraxa herî kurt (mm) );
aluminium: F×50%;
alloy aluminium: F× 100%;
polayê zengarnegir: F×150%;
morkirin û çikandin: F×(3~5)

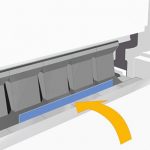
Girêdana hîdrolîk a giran
Rêbazên bargiraniyê yên kelepên hîdrolîk ên jorîn ên giran ên WILA bargiraniya jorîn û milê xwe vedigirin, û barkirina herî zêde bi rêzê 250t/m û 800t/m e. Rûyê hilgirtina hêzê ya pêlavê teknolojiya hişkkirina kûr a CNC-ê qebûl dike. Zehmetiya Rockwell 56 ~ 60HRC e, û kûrahiya hişkbûnê heya 4 mm e, ku xwedan serhişkiya bilind û berxwedana hişk a xurt e. Kûçika hîdrolîk girtina bilez a hîdrolîk bikar tîne, û berferehbûna çengê hîdrolîk tevgera pîneya pêçandinê dimeşîne da ku qalib bixweber rûne û xeta guheztinê bixwe navend bibe. Ji bo qalibek birêkûpêk bi dirêjahiya tevahî 6 metre, tenê 5 saniyeyan digire da ku girtina hîdrolîk bi tevahî were qefilandin, û karbidestiya karanîna berfireh 3 ~ 6 carî ji ya pergala girtina desta ya asayî mezintir e.

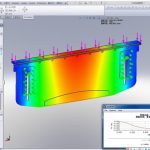
Kargeha tezmînata makîneyên giran
Ji bo kişandina lewheyên navîn û stûr, guhertoya asta nû ya WILA-ya tabloya tezmînata mekanîkî ya giran ne tenê dikare bi hêsanî hewcedariyên barkirinê bicîh bîne, lê di heman demê de guheztin û guheztina makîneya berzkirinê jî telafî dike. Kargeha tezmînata mekanîkî girtina hîdrolîk dipejirîne, rastbûna rûkal dikare bigihîje ± 0.01 mm, hişkiya kevirê 56 ~ 60HRC e, û kûrahiya hişkbûnê heya 4 mm e. Kargeha tezmînata mekanîkî pêwendiya sazkirinê ya gerdûnî ya UPB-ê ya WILA-yê, ku sazkirinê hêsan e û xwedan rastbûna bilindtir e, qebûl dike. Di heman demê de verastkirinên arastekirina Tx û Ty-ya xwe jî hene, ku dikarin pê ewle bibin ku rûbera xebatê û paşperdeya di rêwerzên pêş û paşîn de paralel bimînin, û dikarin sererastkirina veguheztina goşeya herêmî pêk bînin.

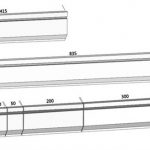
Mirî/amûrên çeqandinê yên giran
Ji ber qalindahiya plakê, qalibê jêrîn bi mezinahiya vekirina mezintir (V24 ~ V300) û qalibê bi kapasîteya hilgirtinê mezintir bi gelemperî ji bo qutkirina lewheyên navîn û stûr têne hilbijartin. Pîvanên giştî yên qalibê bi gelemperî mezin in, û giraniya qalibê ji kapasîteya xebitandina normal a operatorê derbas bûye. Bi arîkariya hilgirên gerokan, teknolojiya patented ya WILA E2M (Tevgera Hêsan) dihêle operatoran bi rihetî, ewledar û zû qalibên guheztinê yên giran biguhezînin, pir zêde dema veguheztina qalib û sererastkirina makîneyê xilas dike.
Mêjûyên çeqandinê bi cûrbecûr cûrbecûr kêran û vebûnên qalibên jêrîn ên ku hewcedariyên xerîdar peyda dikin dikarin werin peyda kirin, wek kêrên rasterast, çîpên gozê, qalibên pelê, û qalibên pir-V. Bi hûrkirina rastîn a parçeyên sereke, rastbûna pîvanê ya qalibê bi qasî ± 0.01mm e. Bi pêvajoyek teknolojiya qutkirin û hişkkirina kûr a CNC re, hişkiya qalibê dikare bigihîje 56 ~ 60HRC, û kûrahiya qata hişkbûyî dikare bigihîje 4 mm.

Ji bo qijkirina lewheyên navîn û stûr ên bi qalindiyên plakaya cihêreng, WILA qalibên Multi-V-ê jî peyda dike, ku bi du awayan peyda dibin: porta V-ya guhezbar a otomatîk û porta V-ya ku bi destan ve hatî verast kirin, wekî ku di Figure 6-ê de tê xuyang kirin. Bi motora kontrola jimareyî an bloka verastkirinê, mezinahiya vekirina V ya qalibê jêrîn dikare bi kêfî li gorî taybetmendiyên plakê were guheztin, ku bi taybetî ji bo qutkirina lewheyên navîn û stûr ên bi vegerandina bilind û hêza bilind maqûl e. Di heman demê de, qalibê Multi-V bi lîstokên hişkkirî yên bi hevsengek nizm ve tê, ku dikare pirçikên derveyî yên perçeyên çîqandinê pir kêm bike, û di heman demê de, ew dikare li gorî 10% ~ 30% kêşanê kêm bike. qalibê jêrîn kevneşopî.

Berhemên Têkildar
 Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre
Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre- Skills of CNC Bending Machine
- Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC
- Meriv Çawa Die Minasib ya Makîneya Bişkojka Brake ya Çapemeniyê Hilbijêre
- Rêzeya Bending ya Kevneşopî û Taybetmendiya Bikaranîna Rojane ya Molda Makîneya Kevirkirinê
- Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
- Meriv Çawa Destûrdana Bendê Ji Bo Brake Çapemeniya Xwe Bihesibîne
- Çîn Press Brake Bending Machine Mold
- Dies Brake Press ji çi têne çêkirin? Amûra Brake ya Çapemeniyê çi ye?
- Awantaj û Dezawantajên Machine Brake Press