Avantaja CNC Machine Brake Press Hîdraulîk

1. Operasyona hêsan
Frensa çapê ya CNC pir hêsan e ku meriv bixebite û makîneyek kêm kedkar e. Ji ber vê yekê operator dikare di heman demê de gelek makîneyan bi rê ve bibe. Van makîneyan bi tenê bi dest, hîs û dengê operatorê ve têne xebitandin. Digel vê yekê, ew pir bikarhêner-heval in û xwedan pergalek kontrolê ya pir bi hêz in.
2. Programming Flexible
Bernamesaziya maqûl a frena çapê ya CNC dihêle ku operator bi îngilîzî ya hêsan an zimanek din ê guncav makîneyê kontrol bike.

Cûreyên cûrbecûr operasyonên ku dikarin bêne kirin jî wekî vebijarkên li ser menuyê hene. Dema ku operasyona pêwîst were hilbijartin, navnîşek din a pirsan di derbarê demên çerxê, materyal, zext û hêmanên din ên ku bi pêvajoya hilberînê ve girêdayî ne li ser ekranê xuya dike. Û piştî ku operator bersivan dide makîneyê, berî ku dest bi karê têkildar bike nirx ji bo piştrastkirinê li ser ekranê têne xuyang kirin.
3. Design Modern
Frêna çapkirinê ya CNC sêwiranek nûjen vedihewîne ku dihêle operator bi hêsanî rêza bendeyan bi rê ve bibe. Di heman demê de ew ji operatorê re dibe alîkar ku zû hilbera pêwîst çêbike. Digel vê yekê, operator êdî neçar e ku pîvana zextê ya pêwîst texmîn bike da ku astek taybetî ya bend biafirîne. Tewra faktorên din ên wekî dirêjahiya flange, celebê materyal, mîqdara stûrbûn, û dereceya kêşanê dikarin rasterast têkevin yekîneya kontrolê ya CNC. Parçeya ku were çêkirin dikare di guhertoya qedandî ya 2D an 3D de jî were dîtin. Ji xeynî vê, piştî ku beşa yekem li ser makîneyê an bi navgîniya PC-ya negirêdayî tê bernamekirin, operatorek kêmtir jêhatî jî dikare bi hêsanî beşên paşîn hilberîne.

4. Li her du aliyan li ser lewheyên "C" du pîvanên xêzkirî hene.
Em wê li ser maseya xebatê rast dikin da ku di dema xebatê de bandora îyona veqetandinê ji holê rakin. Pîvana xêzik dê her du pozîsyonên paşîn ên ram (Y1, Y2) kontrol bike û sînyalê bişîne. Piştî ku ji hêla amplifikatorê CNC ve were zêdekirin, îşaret dê li komputerê vegere. Dûv re komputer dê qebareya rûnê, ku dê bikeve nav silindan, kontrol bike. Ji ber vê yekê paralelîzma ram û maseya xebatê dikare di bin ± 0.01mm de were kontrol kirin.
5. Pirrengî: Her stûrbûn û celebê materyalê (di nav sînorên fizîkî yên frenê de), di nav de beşên tevlihev ên mîna şûşe / bendikên elektronîkî jî dişoxilînin.
6. Pergala DELEM xwedan fonksiyonên ceribandin û xweseriya xweser e. Di heman demê de, Bernamekirin mezinahiyên plakaya ku werin rijandin, pîvanên perçeya xebatê û bijartina amûran vedihewîne. Dûv re pergala CNC dikare hêza guheztinê û pozîsyona paşîn û ramê bixweber hesab bike. Di heman demê de releya dema derbasbûn û zextê ya ram dikare were hesibandin. Valveya rêjeyî ya elektro-hîdraulîk a kalîteya hêja dikare hevdengkirina her du silinderan û hem jî kapasîteya baş ji bo mijûlkirina barkirina eccentrîk misoger bike.

7. Pîvana paşerojê pêça topê û rêça rêberê gêrkirinê dipejirîne, ji ber vê yekê rastbûna pozîsyona dubare ya eksê X dikare bigihîje ± 0.1mm. Makîneya tevahî bi parêzvanê ewlehiyê û navberê ve ye da ku operator ji birîndaran biparêze.
8. Parçeyên xêzkirî yên sereke yên wekî silindir, piston rod, riya rêber, hemî bi tedawiya cil-berxwedanê ne.
9. Pergala CNC dê lêdana makîneya frena çapa hîdrolîk a CNC-ê û pîvana paşîn hemî bi rastiyek baş kontrol bike.
Kêmasiya makîneya Brake ya Çapemeniya Hîdraulîk a CNC
1. Karanîna Materyalê: Di karanîna materyalê de pirsgirêkên mezin
2. Amûr: Amûrên jêrîn û jorîn hewce ne
3. Dirêjahiya flangeyê divê di dema tevaya xebata bendkirinê de li seranserê mirinê dirêj bibe, mezinahiya flangeyê sînordar bike
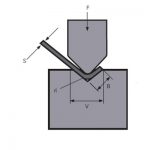
4. Vegera biharê: Di dawiya çîqandinê de, paşveçûna biharê ji ber vejandina deformasyona elastîk, wekî ku di jimar 1 de tê xuyang kirin, çêdibe. Diyardeya vegerandinê rasterast bandorê li rastbûna pîvanê ya perçeya xebatê dike û divê were kontrol kirin. Di vî warî de tedbîrên pêvajoyê ev in: ① Rêbaza tezmînata goşeyê. Ger goşeya guheztinê ya perçeya xebatê 90 ° be, makîneya bendkirinê di binê hêlînê de (V-teşe) goşeya vekirinê dikare 78 ° were hilbijartin.

jimar 1
Dema zextê bi rêbaza rastkirinê zêde dibe. Di dawiya çîqandinê de rastkirina zextê pêk bînin da ku dema pêwendiya mirina jorîn, perçeya xebatê, û hêlîna jêrîn a makîneya çîqê dirêj bikin da ku asta deformasyona plastîk li ser pelika qulika jêrîn zêde bikin, da ku meyla vegerandina fiberan. li herêma tansiyon û çewisandinê li hember hev in, bi vî awayî bombeya vegerê kêm dike.
Berhemên Têkildar
 Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC
Prensîba Xebatê û Pêkhatina Makîneya Birêvekirina Brake ya CNC- WILA Çareseriya Bikêrhatî ya Xişandina Peleyên Navîn û Stûr
- Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre
- Top 10 Hilberînerên Çapemeniya Hêza Çînê
- Meriv çawa Makîneya Brake ya Çapemenî ya Hîdraulîk a CNC-ya Minasib Hilbijêre
- 4 Gavên ku hûn Pergala E21 ya CNC Sheet Metal Bender nas bikin
- Press Brake Crowning Çi ye
- Meriv çawa Makîneya Parzûna Guillotine dixebitîne
- Maintenance of Hydraulic Power Press Machine
- Rêbazên Operasyona Ewle ya Makîneya Çapemeniyê ya Hêza Hîdraulîk