Rêzeya bendkirinê ya adetî
1. Pêşî aliyê kin û yê dirêj: Bi gelemperî, gava ku her çar alî têne xwar kirin, pêşî milê kurt û dûv re jî aliyê dirêj ji bo pêvajokirina perçeya xebatê û komkirina qalibê guheztinê sûdmend e.
2. Pêşî û paşê navîn: Di bin şert û mercên normal de, ew bi gelemperî ji derûdora perçeya xebatê dest pê dike û ber bi navenda perçeyê ve diqelişe.
3. Pêşî qismî, dûv re tevayî: Ger li hundur an derveyî perçeya xebatê hin avahî hebin ku ji strukturên din ên guheztinê cûda ne, bi gelemperî ev avahî pêşî û dûv re jî parçeyên din têne rijandin.
4. Rewşa destwerdanê bihesibînin û rêza bendkirinê bi maqûl saz bikin: rêzika çîqandinê ne statîk e, û rêzika pêvajoyê divê li gorî şeklê guheztinê an astengên li ser perçeya xebatê bi rêkûpêk were sererast kirin.

Taybetmendiya karanîna rojane ya qalibê makîneya bendkirinê
1. Hêza makîneya qutkirina frena çapameniyê vekin, guheztina mifteyê bizivirînin, pompeya rûnê bikirtînin da ku dest pê bike, pompeya rûnê makîneya bendkirinê dest bi zivirandinê dike, û makîneyê hîn dest bi xebatê nekiriye.
2. Dema ku qalibê makîneya bendkirinê bi fermî dest pê kir, verastkirina lêdanê ceribandinek ceribandinê hewce dike. Gava ku dirûvê jorîn ê makîneya bendkirinê dadikeve jêr, pêdivî ye ku valahiya qalindahiya plakê hebe. Wekî din ew ê zirarê bide qalib û makîneyê. Veguheztina lêdanê di heman demê de verastkirina bilez a elektrîkê û verastkirina baş a destan jî heye.
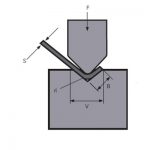
3. Ji bo bijartina dendika qalibê makîneya berzkirinê, bi gelemperî piçek 8 carî ji firehiya qalindahiya plakê tê hilbijartin. Ger hûn pelek 4 mm biqelînin, hûn hewce ne ku cîhek bi qasî 32 hilbijêrin.

4. Lihevhatin û zexmbûna qalibên jorîn û jêrîn ên makîneya bendkirinê kontrol bikin; kontrol bikin ka cîhazên pozîsyonê hewcedariyên pêvajoyê bicîh tînin an na. Bi gelemperî hevgirtina qalibên jorîn û jêrîn kontrol bikin; ka talîmatên pîvanê zextê bi rêziknameyan pêk tîne.
5. Dema ku pel tê xwarê, pêdivî ye ku ew were çewisandin da ku pel ji hilkişînê û zirarê nede operatorê di dema çikandinê de.
6. Dema eyarkirina pelika pelê divê dabînkirina hêzê were qut kirin, û operasyon were sekinandin.
7. Dema ku vekirina pelika jêrîn a makîneya guheztinê ya guhêrbar diguhezîne, destûr nayê dayîn ku ti materyal bi mirina jêrîn re têkilî daynin.
8. Qedexe ye ku merivên makîna çîqandinê bikar bînin da ku lewheyên hesinî yên pir qalind an lewheyên pola hişk, polayên alloyî yên pola bilind, polayên çargoşe, û pelên ku ji performansa makîneya pelçiqandina pelê pirtir in ji bo ku zirarê nedin amûra makîneyê. .
9. Makîneya çeqandinê davêjin, û blokên darîn li ser qalibên jêrîn ên di bin silindirên her du aliyan de bixin da ku plakaya slide ya jorîn li ser blokên darîn dakêşin. Pêşî ji bernameya pergala kontrolê derkevin, dûv re dabînkirina hêzê qut bikin.

Berhemên Têkildar
 Rêbazên Operasyona Ewle ya Makîneya Çapemeniyê ya Hêza Hîdraulîk
Rêbazên Operasyona Ewle ya Makîneya Çapemeniyê ya Hêza Hîdraulîk- Meriv Çawa Die Minasib ya Makîneya Bişkojka Brake ya Çapemeniyê Hilbijêre
- Skills of CNC Bending Machine
- WILA Çareseriya Bikêrhatî ya Xişandina Peleyên Navîn û Stûr
- Meriv çawa Tonajê Makîneya Brakeya Çapemeniya Hîdraulîk Hilbijêre
- Xeletiyên Hevbeş û Rêbaza Çareserkirina Pirsgirêkan ji bo Çapemeniya Hîdraulîk a Çar-stûnan
- Tamîrkirina Xetên Hevbeş ên Makîneya Parzûna Hîdraulîk û Parastina Sîstema Circuita Neftê
- Çima Pergalek Tezmînatê li Makîneyek Bişkojka Brake ya Çapemeniyê zêde bikin
- Press Brake Crowning Çi ye
- Meriv Çawa Destûrdana Bendê Ji Bo Brake Çapemeniya Xwe Bihesibîne