Bi kurtasî pêvajoya hilberîna sincê pola zengarnegir bidin nasîn. Hilberîna lavaberên pola zengarnegir bi gelemperî hilbijartina madeyên xav, pêvajoyên hilberînê, dermankirina rûberê, hwd vedihewîne.
Hilbijartina madeyên xav
Heya nuha, materyalên polayê zengarnegir ên ku bi gelemperî ji hêla hilberînerên lavavokê yên pola zengarnegir ve têne bikar anîn, 0,8-1,0 mm qalind in plakên pola zengarnegir in, ku ji bo hilberîna lavaboyan herî maqûl in. Ger plaka pir zirav be, ew ê bandorê li jiyana karûbar û hêza lavaboyê bike. Ger plak pir stûr be, ew hêsan e ku zirarê bide sifreya şuştinê.

pêvajoya hilberînê
Du pêvajoyên dermankirinê yên sereke ji bo çîpên pola zengarnegir hene: welding û yek-car damezrandin.
1. Methodê Welding
Rêbaza weldingê ev e ku meriv rûbera şûşê û laşê hêlînê ji hev veqetîne, û dûv re her duyan bi weldingê ve girêbide, û rûyê weldê tijî û paqij bike. Bi gelemperî, li ser xuyangê pêşiyê şopek welding tune. Ev rêbaza hilberandin û hilberandinê di pêvajoyê de hêsan e û dikare ji hêla alavên çapkirinê yên piçûk û qalibên hêsan ve were bidestxistin. Bi gelemperî, 0,5-0,7 mm lewheyên pola zengarnegir têne bikar anîn. Ev rêbaza pêvajoyê di dema pêvajoya hilberînê de winda kêmtir e û lêçûn bi nisbet kêm e. Ji ber vê yekê, bihayê çîpek pola zengarnegir ku bi vê rêbazê hatî hilberandin bi nisbeten kêm e. Naha heya ku ew hilberek ji hilberînerek birêkûpêk e, pêvajoya weldingê bi weldingkirina berxwedana pêla kontrolê ya hejmarî tê weld kirin, û kalîte derbas dibe. Du rê hene:
1) Ya yekem weldingê dorpêçê û panelê ye, ku jê re welding seam (welding bottom) jî tê gotin.
Avantaja wê xuyangiya wê ya xweşik e. Piştî tedawiya hişk, ne hêsan e ku meriv weldankan bibîne, û rûberê lavaboyê birêkûpêk û nerm e. Kêmasî ev e ku hin xerîdar ji hişkbûna wê guman dikin. Di rastiyê de, teknolojiya welding ya heyî bi piranî welding-a-arc û welding berxwedana kontrola hejmarî ya herî pêşkeftî vedigire, û kalîteyê derbas bûye. Kêmasiya vê rêbaza weldingê ev e ku ew pir zêde materyal dixwe û neçar e ku du pelikên pola bişkîne.
2) Ya din weldingkirina du baskên yekane ye di nav yek de, ku jê re welding qûnek jî tê gotin.
Awantaj ev e ku bask û panel bi hevûdu ve têne dirêj kirin û çêdibe, ku ew bi hêz û domdar e. Kêmasî ev e ku şopên welding bi hêsanî têne dîtin, û şilbûn hinekî xirabtir e. Di rastiyê de, hin binavûdengên du-tank ên yek-gavekî ji yek perçeyek materyalê nayên qewirandin, lê ji hêla du baskên yekane ve têne şûştin. Dema ku hûn wê bikirin, hûn dikarin bala xwe bidin ku hevbenda lêdanê di nîvê du lavavayan de ye, ku ji hêla berevajî ve tê dîtin. Peleyek di du lavavayan de tê qut kirin. Teknolojiya wiha li dinyayê tune. Tişta herî dijwar a ku meriv ji bo pot-weldedkirî ye, ew e ku meriv rûxara saxlem a potê misoger bike. Ger ew dikare were garantî kirin, wê hingê ew bi rastî riya çêtirîn e. Ji ber ku ew heman materyalê wekî dirêjkirina giştî bikar tîne, ew dikare pirsgirêka dirêjkirina dirêjkirina hevgirtî jî çareser bike.
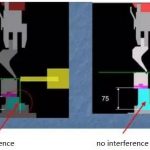
Kalîteya welding ya lavaboyê faktora herî krîtîk e ku bandorê li jiyana lavaboyê dike. Welding baş dikare pêşî li rust û desoldering bigire. Pêdivî ye ku welding nerm, nerm, teng, bê welding derewîn, lekeyên zirav, û qirikê be. Hemî baskên ducarî yên ku kûrahiya wan ji 18 cm derbas dibe, têne weld kirin. Ji ber ku tanka dubendê di heman demê de ji 18 cm zêdetir tê dirêj kirin (kûrahiya tankê, ne bilindahiya tevahî ya tankê û aliyê tankê)), ew kûrahiya sînorê teknolojiya pêvajoyê ye.
2. Rêbaza dirêjkirina entegre ya yek-carî (bi giranî ji bo yek groove tê bikar anîn)
Ev rêbaza hilberandina lavavokên pola zengarnegir ji tevahî pelek materyalê hatî çêkirin, ku pêdivî bi amûr û qalibên hilberandina nisbeten bilind heye. Ji ber ku çêkirina yek-carî pêdivî bi kalîte û nermbûna pelê heye, ew bi gelemperî bi pelikek pola zengarnegir 0,8-1 mm stûr tê qut kirin. Qalibên entegre û alavên çapkirinê yên derhanî bikar bînin. Ji ber ku windabûna mezin a birîna devê pelê di hilberîna rêbaza şilkirina yek-gule de, û veberhênana zêde ya di qalib û amûran de, lêçûn pir e. Ji ber vê yekê, lavaba pola zengarnegir ku bi vê rêbazê hatî hilberandin bihatir e.
Pêvajoya hilberîna yek-carî pir populer e, û pêvajoya çêkirina wê dijwar e. Teknolojiya hilberînê ya bi vî rengî pir daxwaz e, û pêvajoya avakirina yek-perçe pêvajoyek bi taybetî girîng e, ku hewceyê materyalê plakaya pola bilind e. Ew pirsgirêka levkirinê ya ku ji hêla welding laşê hewzê ve hatî peyda kirin çareser kir ku weldan nikare li hember korozyona cûrbecûr şilavên kîmyewî (wek detergent, paqijkerê pola zengarnegir, hwd.) bisekinin. Lê gelek kêmasiyên di rijandina plakeyekê de di nav lavabokê de hene, wek:
1) Tevahiya qalindahiya lavaba çêkirî nehevseng e, bi nisbeten zirav, bi piranî bi qasî 0.7 mm. Ev teknolojiyê heya niha nehatiye derbas kirin, binê lavaboyê pir zirav e, û stûrahiya baskê çêtir divê 0,8-1,0 mm be.
2) Lavabok nikare pir kûr be. Ji ber ku ew pir kûr e, dîwarê lavaboyê dê pir zirav û şikestî be, û ava pir hûrik dê bi hêsanî derbikeve, ku karanîna wê jî dijwar e.
3) Tankên avê yên dirêjkirî bi gelemperî hewceyê germbûna germahîya bilind e, bi gelemperî li germahiyek ji 1200 pileyî. Piştî dermankirinek wusa, hişkiya tanka avê bi xwezayî qels dibe, û hişkiya tanka avê bê guman têk diçe.
4) Di warê dermankirina devê de, goştê dirêjkirî ya giştî bi gelemperî flangingek yek-qat e. Ji aliyekî ve, pir gengaz e ku meriv destên xebatkarê sazkirinê bibire. Tiştê herî girîng ew e ku "ribek xurtker" tune û giranî têra xwe ne baş e. Di heman demê de, zehmet e ku meriv bandora avê ya avê bigihîje.
5) Panela dirêjkirî ya tevayî dijwar e ku meriv sax be.
6) Mesref pir zêde ye. Ji ber hewcedariyên pir zêde yên ji bo materyal û pêvajoyan, lêçûna yek baskê bi rastî zêde dibe.
Feydeya lavaba yek-carî ev e ku madde ji ya hewza welded çêtir e, pêvajo tevlihev e, û pêvajo dijwar e. Pêvajoya welding lavaboyê hêsan e, û plak yekcar baş çênabe, lê nirxa têkildar hinekî erzantir e, û qalindahiya plakaya jêrîn jî ji ya ku yek carî çêdibe stûrtir e. Bi hêsanî tê gotin, di karanînê de ferqek di navbera sinkek welded û lavaboyek yek-parçe de tune. Lêbelê, ji ber sedemên pêvajoyê, lavaba pola zengarnegir a yekbûyî nikare pir kûr were çêkirin û pirsgirêkek rijandina avê heye. Feydeya herî berbiçav a lavaboya yekbûyî ev e ku ew ê pirsgirêkan dernekeve ji ber ku valahiya welding ya hewzê ji hêla cûrbecûr şilavên kîmyewî (wek deterjant, paqijkerên pola zengarnegir, hwd.) ve nayê xera kirin. Lê ev avantaj ji ber dirêjahiya dema garantiyê êdî tu avantajên xwe nemaye.
Dermankirina rûyê
Heya nuha çar celeb pêvajoyên dermankirina rûkalê ji bo lavavokên pola zengarnegir hene: Yek jê sarkirî ye (firçekirî), ya din sandblasting (rûyê zîvê matt margaritî), ya sêyem paqijkirin (neynik), û ya çaran jî xêzkirin e.
1. Frosting (xêzkirina têl)
Heya nuha, pêvajoya dermankirina rûkalê ya ku herî zêde tê bikar anîn di pîşesaziya hilberandina lavaboya pola zengarnegir de qeşa ye (xêzkirina têl). Hin hilberîner pêvajoya qeşagirtinê pir hêsan dikin, û lêçûn jî kêm e. Tenê çerxa hûrkirinê bikar bînin da ku bişibînin. Xerîdarên bi vî rengî li ser rûyê materyalê hewcedariyên pir zêde nînin. Kêmasiyek piçûk a rûkalê piştî ku ew çend caran polandî tê rakirin.
Heya nuha, hin yekîneyên belavkirina polayê zengarnegir li Wuxi û Zhejiang bi tevahî kelûmelên rûnê rûnê zengarnegir danîne, ku ji bo pargîdaniyên hilberandina lavaboyên pola zengarnegir berdêla bilind dike. Pêdivî ye ku bêtir bala xwe bidin qalîteya rûyê hilberê. Bê guman, rijandina rûnê ya tevahî pileyê di heman demê de ceribandinek qalîteya rûkala materyalê ye, di nav de şêwaza hilberandina rûyê ku ji hêla xerîdar ve tê xwestin, rêwerziya tevniyê, hwd. Kêmasiyên ku di vê pêvajoyê de hêsan têne xuyang kirin. pêvajo band cûdahiya rengan, şêwaza vibrasyonê, û xêzbûn û kûrahiya nexşeyê ye ku ji ber girtina an guheztina kemberê di dema pêvajoyê de çêdibe.
2. Sandblasting (rûyê zîv matt pearl)
Bandora lavaba polayê zengarnegir piştî qumkirinê matt e. Feydeya wê ew e ku bi rûnê xwe nagire û pir xweşik e. Ev pêvajoya dermankirina rûyê li Ewropayê pir populer û moda ye. Di tedawiya rûyê hin amûrên malê de, hema hema hemî hilberînerên hinardekirinê vê şêwaza pêvajoyê dipejirînin. Sandblasting bi giranî mêşên cam ên teqandina guleyan, û dûv re jî dermankirina rûkala kîmyewî bikar tîne.
3. Paqijkirin (neynik)
Paqijkirin (neynik) şêwazek dermankirina rûkalê ya ku di rojên pêşîn de pir tê bikar anîn e. Lêbelê, gelo ew di destpêkê de pişta xwe bi polandîkirina destan ve girêdide, an dûv re jî şûştina mekanîkî ye, ew peydakirina rûyek nerm û ronîker bû. Rûyê rûçik çi qas xweştir be, ew qas asta refleksê bilindtir dibe. Paqijkirin li ser materyalê bixwe hewcedariyên bilind hene, û di dema pêvajoyê de kontrolkirina qalîteya rûkalê dijwar e, û di heman demê de xişandina herî hêsan e. Û piştî demek dirêj, bandora neynikê winda dibe.
4. Embosting
Şêweya embossed ji maddeya embossed hatiye çêkirin. Di kargehên pola yên navxweyî de stokek vê materyalê tune, û teknolojiya hilberîna vê materyalê ji bo nebatên hemî pola peyda nabe, ji ber vê yekê lêçûna wê nisbeten zêde ye. Materyalên emboskirî pir berxwedêr e. Ez bi xwe difikirim ku ger populerbûna vê materyalê wekî materyalên din ên ku bi rûkalê têne derman kirin populer be, ew ê ji hêla sûkê ve jî were nas kirin.

Pêvajoya damezrandina taybetî ya lavaboya pola zengarnegir
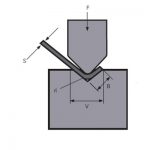
1. Dirêjbûn çêdibe
1) Makîne: bi gelemperî çapek hîdrolîk a tonajek mezintir (200T) an jî bêtir bikar bînin da ku plakê dirêj bikin.
2) Mould: Divê goşe ne pir rast be, bi gelemperî rasterast li jor φ10, divê avahî maqûl be.
3) Materyal: Bi gelemperî, stûrbûna plakaya pêdivî ye ku di nav 0.8-1.0mm de be. Ger ew ji vê rêzê derbas bibe, tewra çapek hîdrolîk a 500T jî dê qels be.
4) Tedawiya germê: Bi tevahî tanka avê ya dirêjkirî bi gelemperî hewceyê dermankirina germbûna germahîya bilind e, bi gelemperî li germahiyek ji 1200 pileyî, da ku stresa hundurîn a piştî dirêjkirinê ji holê rabike.
5) Dermankirina rûberê: xêzkirina têl, paqijkirin, şînkirin (bi gelemperî xweş).
6) Pêvajo: Piştî ku rûnê xêzkirinê li mirinê zêde kirin, plak dikare bi rêkûpêk were dirêj kirin, piştî çêkirinê dermankirin û dermankirina rûkalê.
2. Çêkirina destan
1) Makîne: bi gelemperî makîneya qutkirina frena çapê, ji bo çêkirinê çapa hîdrolîk, û ji bo welding makîneya welding a argon bikar bînin.
2) Têkûpêk: pêlavên bendkirinê, qalibên çapa hîdrolîk.
3) Materyal: Ji ber ku pêvajo guheztinê dipejirîne, qalindahiya plakê ne tixûbdar e, û stûrbûnek maqûl bi gelemperî li gorî aboriyê tête pejirandin.
4) Welding: Li gorî stûrbûna materyalê, herikên welding ên cihêreng dikarin werin hilbijartin, ji bo nimûne, heyama welding li jêr 220A ji bo 1.2mm tê bikar anîn.
5) Dermankirina rûberê: xêzkirina têl, paqijkirin, şînkirin (bi gelemperî xweş).
6) Pêvajo: Bi gelemperî, pel pêşî tê rijandin û çêdibe, û dûv re çîpên alî mîna qutiyek origami têne wellandandin, û di dawiyê de dermankirina rûkalê tête kirin.
Berhemên Têkildar
 Tevlî me bibin ku BIG BUSINESS bikin!
Tevlî me bibin ku BIG BUSINESS bikin!- Meriv çawa Makîneya Parzûna Guillotine dixebitîne
- WILA Çareseriya Bikêrhatî ya Xişandina Peleyên Navîn û Stûr
- Meriv Çawa Die Minasib ya Makîneya Bişkojka Brake ya Çapemeniyê Hilbijêre
- Dies Brake Press ji çi têne çêkirin? Amûra Brake ya Çapemeniyê çi ye?
- Rêzeya Bending ya Kevneşopî û Taybetmendiya Bikaranîna Rojane ya Molda Makîneya Kevirkirinê
- Canton Fair
- QC11Y 12x6000mm Hîdroulîk Guillotine Shear ji Arjantînê re hate şandin
- Top 10 Manufacturers Machine Shearing Guillotine
- 1000W 1500W 2000W Manual Handheld Laser Welding Fiber Laser Welder Machine For Stainless Steel Metal Sheet